Spritzgusswerkzeuge
Mehr als 30 Jahre Erfahrung in der Werkzeugkonstruktion
Mit mehr als 30 Jahren Erfahrung in der Werkzeugkonstruktion sind wir Ihr zuverlässiger Partner – vom einfachen Auf/Zu-Werkzeug bis hin zum komplexen Mehrkavitätenwerkzeug mit Entspindelung.
Wir wissen, welchen Unterschied es macht, ob klassische Polyolefine oder anspruchsvolle Hochleistungswerkstoffe verarbeitet werden. Deshalb betrachten wir jedes Werkzeug individuell und legen bereits in der Konstruktion die passende Trennung, Entformung und Bewegungsabfolge fest.
Dazu gehören unter anderem Steuerungs- und Bewegungsabläufe über Klinkenzüge, Zwei-Stufen-Auswerfer oder vergleichbare mechanische Lösungen. Neben klassischen Schieberbewegungen realisieren wir diese bei Bedarf auch hydraulisch oder über Elektromotoren. Auch Entformungen über innenliegende Schrägschieber lassen sich konstruktiv sicher umsetzen.
Ein besonderes Augenmerk liegt auf dem thermischen Haushalt des Werkzeugs. Wir erarbeiten die optimale Lage der Werkzeugtemperierung, um kurze Zykluszeiten zu ermöglichen und beim Entformen eine möglichst gleichmäßige Formteiloberflächentemperatur zu erreichen.
Wir arbeiten mit der VDWF-Farbtabelle und erstellen neben der Stückliste auf Wunsch auch fertigungsgerechte Einzelteilzeichnungen. Der Datenaustausch mit unterschiedlichen CAD-Systemen ist für uns selbstverständlich.
Unsere Erfahrung umfasst unter anderem:
2K Werkzeuge, Indexplatte, Drehteller
Coreback, Rundschieber, Integrierte Stanzsysteme
Entspindelungs- und Montagewerkzeuge.
Projektbeispiele
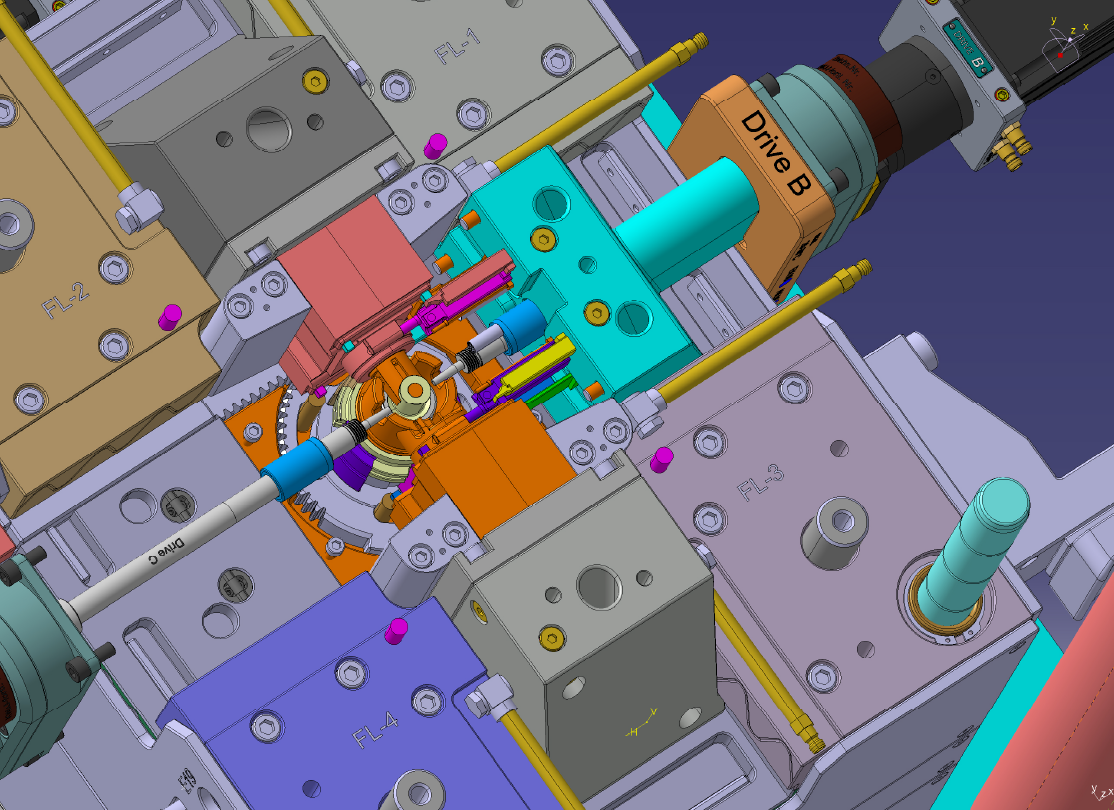
Entspindelungswerkzeug mit Faltkernen
Hier sind hohe Anforderungen an Werkzeugaufbau, Bewegungsabläufe und Prozesssicherheit gegeben.
Neben der sicheren Entformung komplexer Innengeometrien müssen alle mechanischen Bewegungen präzise aufeinander abgestimmt und dauerhaft reproduzierbar ausgeführt werden.
Bei diesem Werkzeug wurde die Entspindelung über Servomotoren realisiert, um eine kontrollierte, flexible und prozesssichere Bewegung der Gewindekerne zu ermöglichen.
Technische Herausforderungen bei der Werkzeugentwicklung:
• Konstruktion eines komplexen Entspindelungswerkzeugs für innenliegende Geometrien
• Integration von Faltkernen zur Entformung schwer zugänglicher Konturen
• Präzise Abstimmung der Kernbewegungen im Werkzeugablauf
• Servomotorische Umsetzung der Entspindelung
• Synchronisation von Öffnungsbewegung, Kernbewegung und Entspindelvorgang
• Auslegung der Antriebe für Drehmoment, Weg und Prozessgeschwindigkeit
• Sichere Führung und Lagerung der bewegten Werkzeugkomponenten
• Berücksichtigung von Verschleiß, Schmierung und Wartungszugänglichkeit
• Kollisionsfreie Bewegung aller Schieber, Kerne und Entformungselemente
• Spritzgießgerechte Temperierung und Entlüftung trotz komplexem Werkzeugaufbau
• Robuste Konstruktion für reproduzierbare Serienfertigung
Das Beispiel zeigt die Verbindung aus Werkzeugbau-Know-how, konstruktiver Präzision und Verständnis für komplexe Bewegungsmechanismen im Spritzgießwerkzeug.
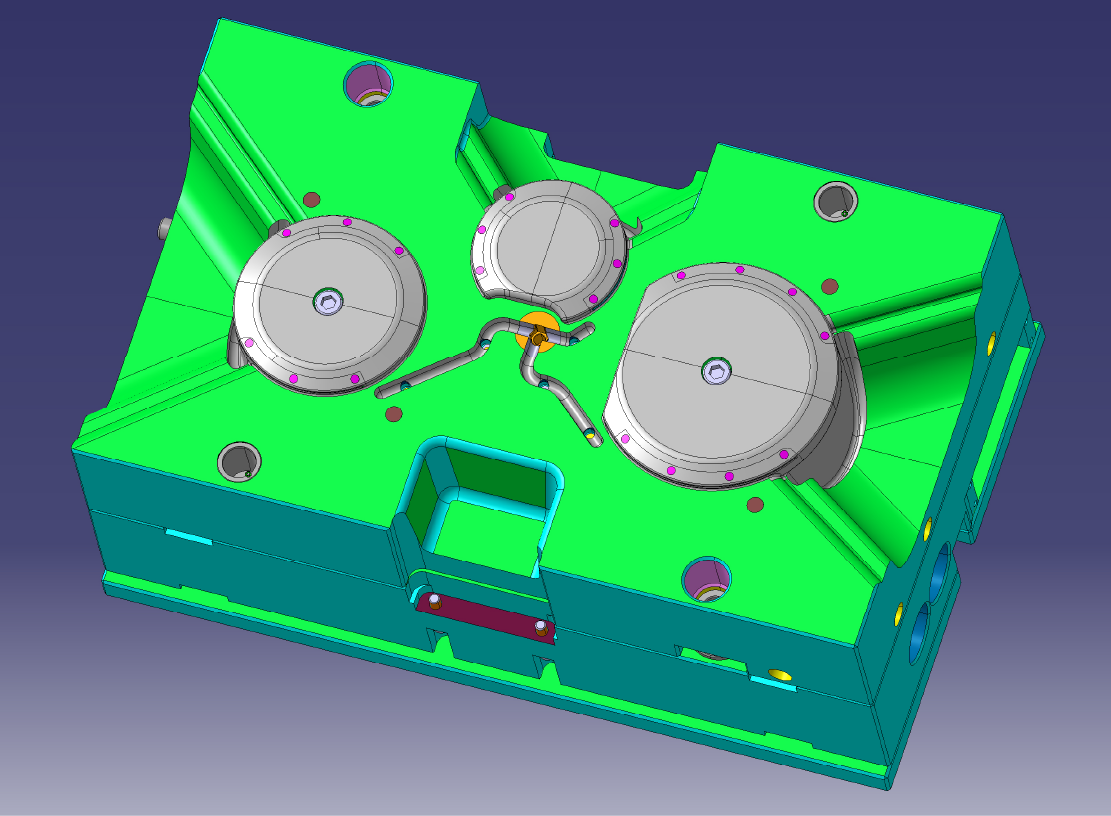
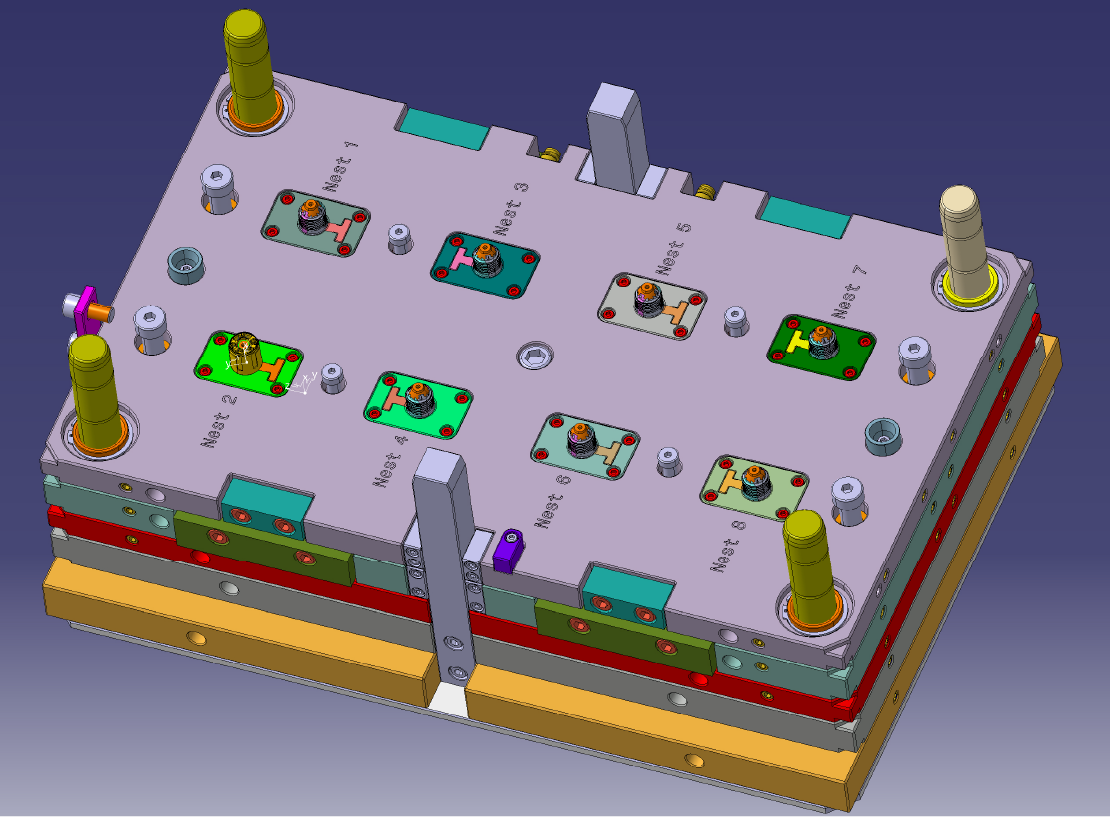
8-fach Spritzgießwerkzeug für Muttern mit Innengewinde
Hier liegt die Herausforderung in der hohen Anforderungen an das Werkzeugkonzept, die Entformung, Temperierung und Prozesssicherheit. Besonders anspruchsvoll ist die reproduzierbare Herstellung der Innengewinde bei gleichzeitig hoher Kavitätenzahl und wirtschaftlicher Zykluszeit.
Bei diesem Werkzeug wurden die Innengewinde mit einem Durchmesser von 30 mm über Einfallkerne entformt. Die direkte Anspritzung erfolgte über ein Heißkanalsystem mit Nadelverschlussdüsen.
Technische Herausforderungen bei der Werkzeugentwicklung:
• Konstruktion eines 8-fach Spritzgießwerkzeugs für Gewindebauteile
• Auslegung der Formteile mit Innengewinde Ø 30 mm
• Entformung der Innengewinde über Einfallkerne
• Sichere Abstimmung der Einfallkernbewegung mit dem Werkzeugablauf
• Direkte Anbindung über Heißkanalsystem mit Nadelverschlussdüsen
• Gleichmäßige Füllung aller acht Kavitäten
• Auslegung des Auswerfersystems mit Abstreifplatte und Wippe
• Bauteilschonendes Entformen der Gewindekonturen
• Kühlung der Kerne über ein Steigrohrsystem
• Sicherstellung einer stabilen Temperierung trotz komplexer Kerngeometrie
Das Beispiel zeigt die konstruktive Umsetzung eines präzise abgestimmten Mehrkavitätenwerkzeugs mit integrierter Gewindeentformung, Heißkanalanbindung, Auswerfertechnik und werkzeuggerechter Kernkühlung.
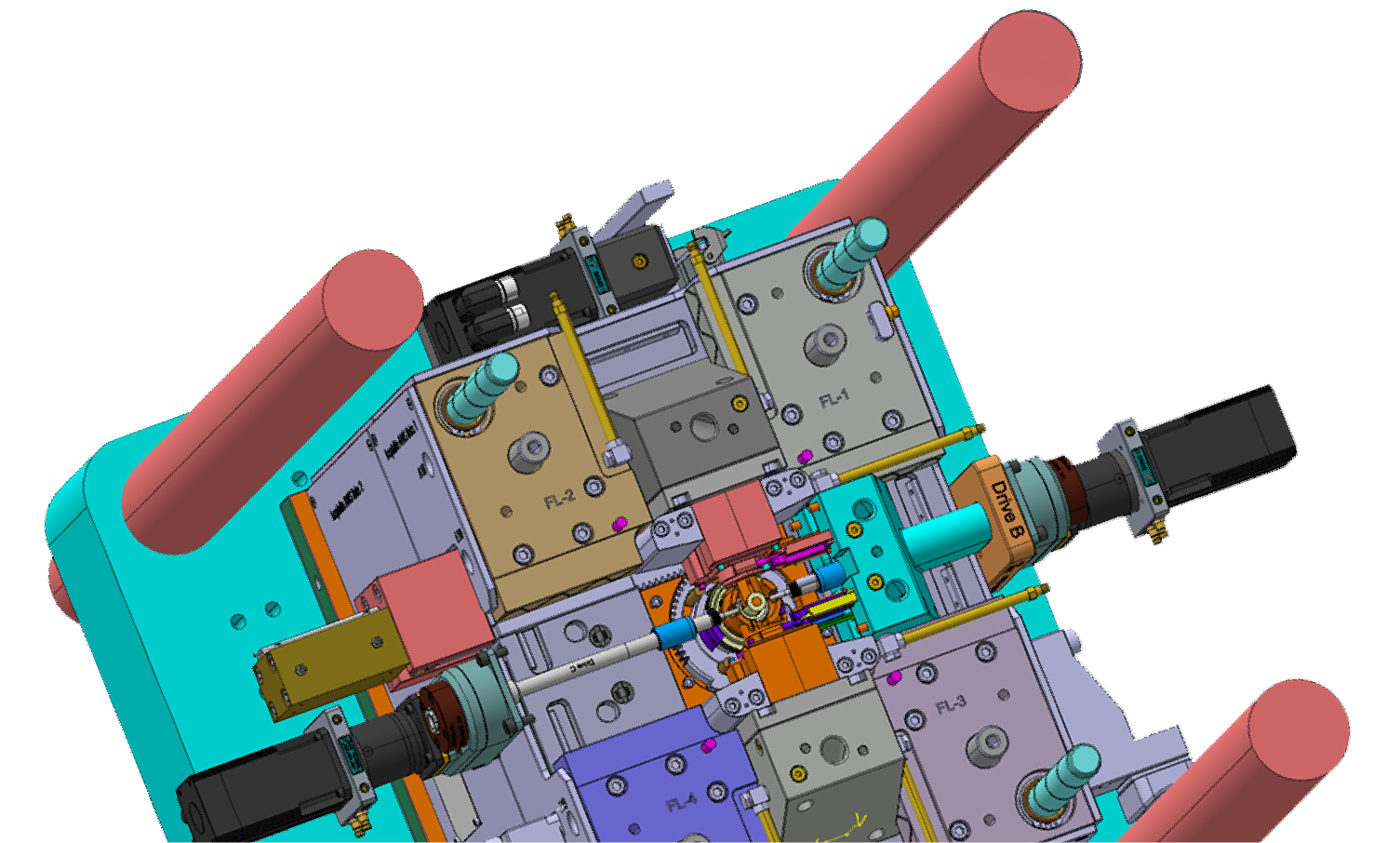
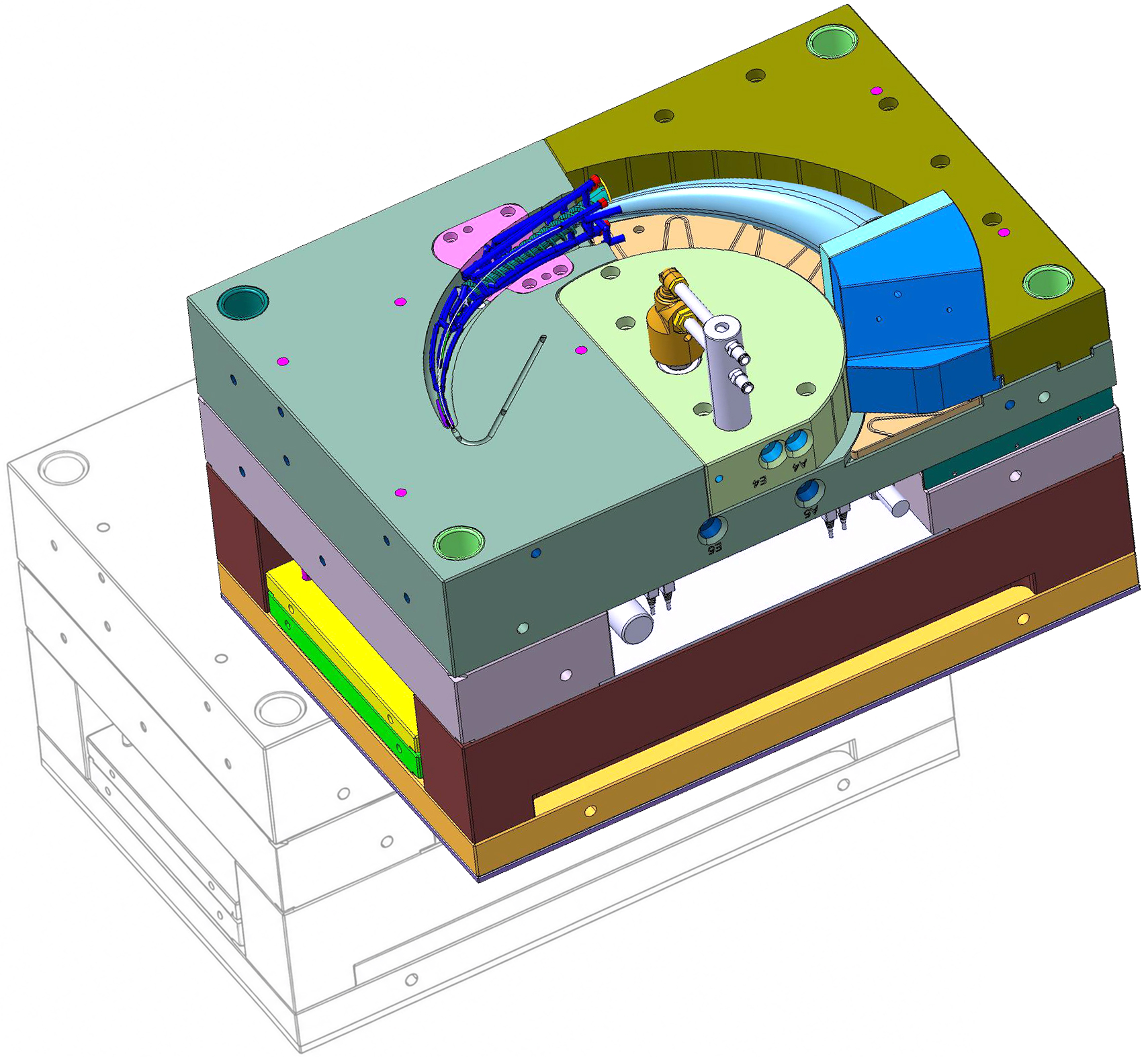
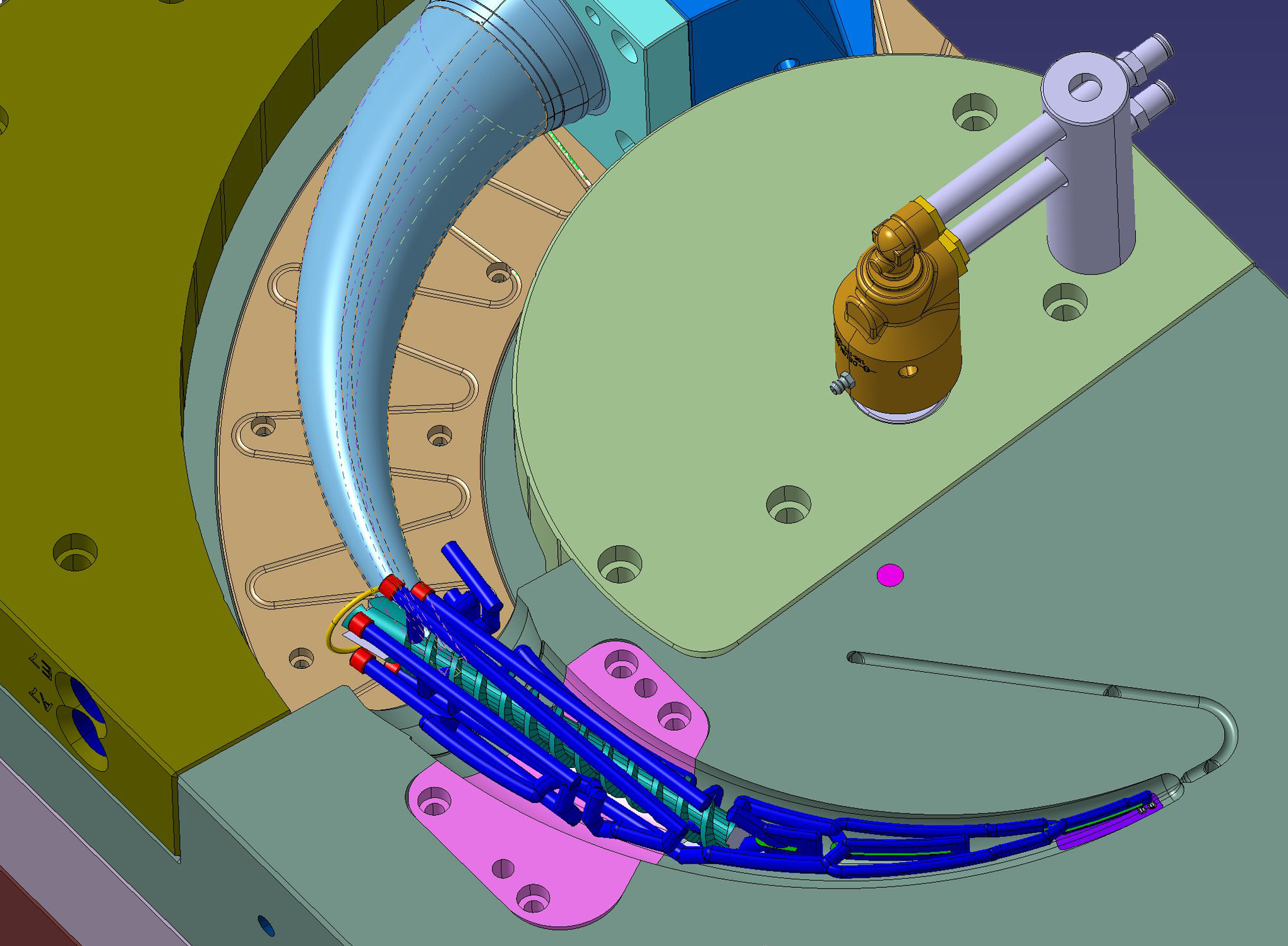
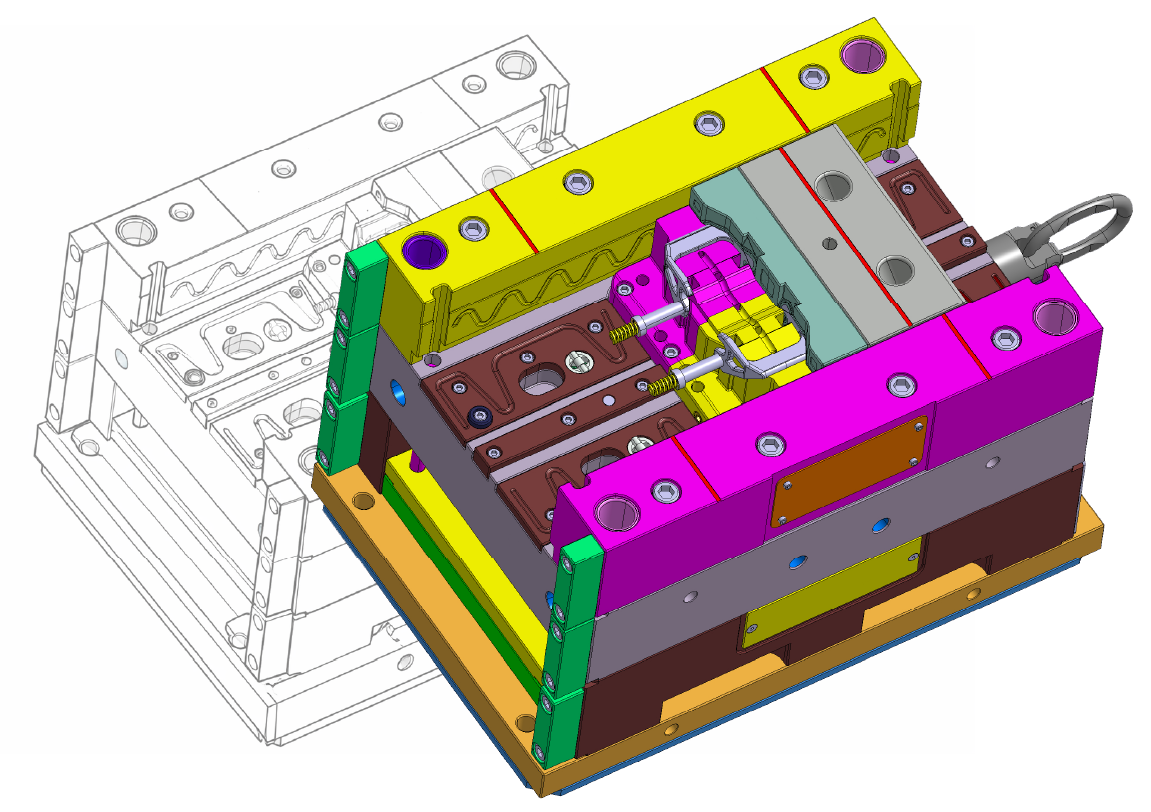
Gehäuse mit 5 Gewinden und Bajonettverschluss
Werkzeugbeschreibung
• 1-fach Spritzgießwerkzeug zur Verarbeitung eines Hochleistungskunststoffs mit 60 % Glasfaseranteil
• Temperierung des Werkzeugs über eine geregelte Werkzeugtemperaturführung
• Bauteilgeometrie mit 4 Innengewinden R1/4, einem Gewinde M30x1,5 sowie einer Bajonettverbindung
• Entspindelung der Gewinde mittels Leitgewinde, Getriebe und Elektromotoren
• Entformung der Bajonettkontur über Zahnstange und Linearhubzylinder
• Direkte Anspritzung des Formteils über eine Heißkanaldüse
• Auswerfersystem bestehend aus Hülse und Rundauswerfern
• Kühlung der Kerne mittels Steigrohrsystem zur optimalen Wärmeabfuhr
• Schieberbewegungen erfolgen über Schrägstifte
Spritzgießwerkzeug für Gehäuse mit Innengewinden und Bajonettverschluss
besonders anspruchsvoll ist die Verarbeitung eines hochgefüllten Hochleistungskunststoffs mit 60 % Glasfaseranteil.
Es gilt also Werkzeugtemperierung, Verschleißschutz und Entformungssicherheit konstruktiv bestens auszulegen.
Bei diesem 1-fach Spritzgießwerkzeug wurden vier Innengewinde R1/4, ein Gewinde M30x1,5 sowie eine Bajonettkontur werkzeugtechnisch umgesetzt.
Technische Herausforderungen bei der Werkzeugentwicklung:
• Konstruktion eines 1-fach Spritzgießwerkzeugs für ein komplexes Gehäusebauteil
• Werkzeugauslegung für hohe mechanische und thermische Belastungen
• Geregelte Werkzeugtemperaturführung für einen stabilen Spritzgießprozess
• Entspindelung von vier Innengewinden R1/4
• Entspindelung eines weiteren Gewindes M30x1,5
• Umsetzung der Gewindeentformung über Leitgewinde, Getriebe und Elektromotoren
• Entformung der Bajonettkontur über Zahnstange und Linearhubzylinder
• Integration von Schieberbewegungen über Schrägstifte
• Direkte Anspritzung des Formteils über eine Heißkanaldüse
• Auslegung des Auswerfersystems mit Hülse und Rundauswerfern
• Kollisionsfreie Abstimmung von Entspindelung, Schiebern, Bajonettentformung und Auswerfung
Das Beispiel zeigt die konstruktive Umsetzung eines komplexen Spritzgießwerkzeugs mit mehreren integrierten Bewegungsmechanismen, präziser Gewindeentformung, Bajonettentformung und werkzeuggerechter Temperierung.
Eticlip-Spritzgießwerkzeug
Die Fertigung mehrerer Formteile mit unterschiedlichen Gewichten ist in diesem Werkzeugkonzept eine der Herausforderungen. Hier gilt es die Auslegung des Kaltkanalverteiles korrekt auszulegen, da die Formteile wahlweise gemeinsam oder einzeln produziert werden können.
Das 1+1+1-fach Spritzgießwerkzeug wurde mit einem Schnellspannsystem QCS ausgestattet und für die Verarbeitung eines Werkstoffs aus nachwachsenden Rohstoffen ausgelegt.
Technische Herausforderungen bei der Werkzeugentwicklung:
• Werkzeugausstattung mit Schnellspannsystem QCS
• Auslegung für den Einsatz von Material aus nachwachsenden Rohstoffen
• Integration drehbarer Buchsen
• Auslegung des Kaltkanalsystems zur gleichmäßigen Füllung aller Kavitäten
• Sicherstellung einer stabilen Füllbalance im Werkzeug
• Robuste Werkzeugkonstruktion für eine prozesssichere Serienfertigung
Das Beispiel zeigt die konstruktive Umsetzung eines flexiblen Mehrfachwerkzeugs mit variabler Bauteilproduktion, abgestimmtem Kaltkanalsystem und werkstoffgerechter Auslegung für nachhaltige Materialien.