Mold design
More than 30 Years of Experience in Mold Design
With more than 30 years of experience in mold design, we are your reliable partner – from simple open-and-close molds to complex multi-cavity molds with unscrewing systems.
We understand the difference it makes whether standard polyolefins or demanding high-performance materials are processed. That is why we evaluate each mold individually and define the appropriate parting line, demolding concept, and sequence of movements during the design phase.
This includes control and movement sequences using latch locks, two-stage ejectors, or comparable mechanical solutions. In addition to conventional slide movements, we can also implement these hydraulically or by using electric motors. Demolding by means of internal angled slides can also be reliably integrated into the mold design.
Special attention is given to the thermal balance of the mold. We determine the optimal position of the mold temperature control channels in order to achieve short cycle times and a uniform part surface temperature during demolding.
We work with the VDWF color chart and, in addition to the bill of materials, can also provide production-ready individual part drawings upon request. Data exchange with different CAD systems is a matter of course for us.
Our experience includes, among other things:
2K molds, index plates, rotary tables
Core-back systems, rotary slides, integrated punching systems
Unscrewing molds and assembly tools
Project examples
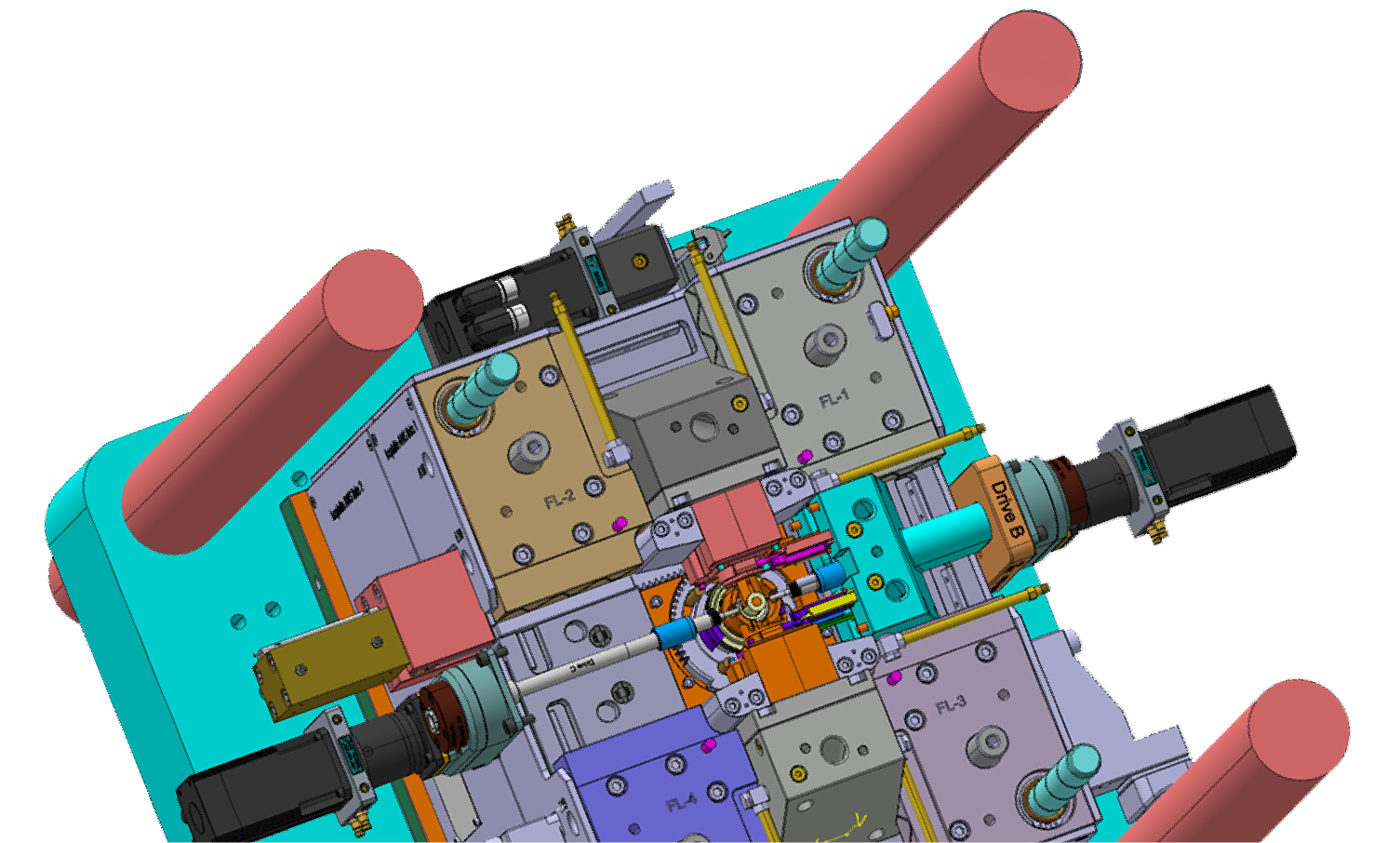
Unscrewing Mold with Collapsible Cores
This project involved high requirements in terms of mold design, motion sequences and process reliability. In addition to the safe demolding of complex internal geometries, all mechanical movements had to be precisely coordinated and executed with long-term repeatability.
In this mold, the unscrewing process was implemented using servo motors to enable controlled, flexible and process-reliable movement of the threaded cores.
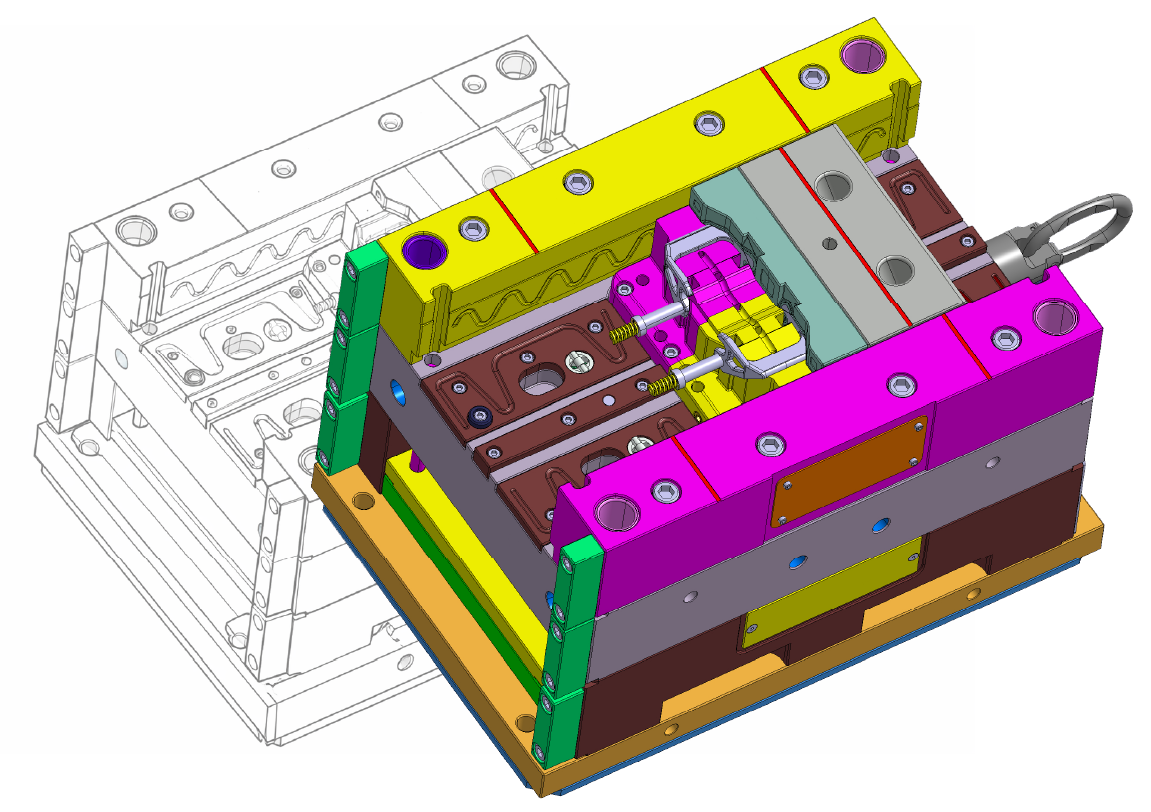
Technical challenges in mold development:
• Design of a complex unscrewing mold for internal geometries
• Integration of collapsible cores for demolding difficult-to-access contours
• Precise coordination of core movements within the mold sequence
• Servo-driven implementation of the unscrewing process
• Synchronization of mold opening, core movement and unscrewing operation
• Design of the drives for torque, stroke and process speed
• Safe guidance and bearing support of moving mold components
• Consideration of wear, lubrication and maintenance accessibility
• Collision-free movement of all slides, cores and demolding elements
• Collision-free movement of all slides, cores and demolding elements
• Robust design for reproducible series production
This example demonstrates the combination of mold-making expertise, design precision and a deep understanding of complex motion mechanisms in injection molds.
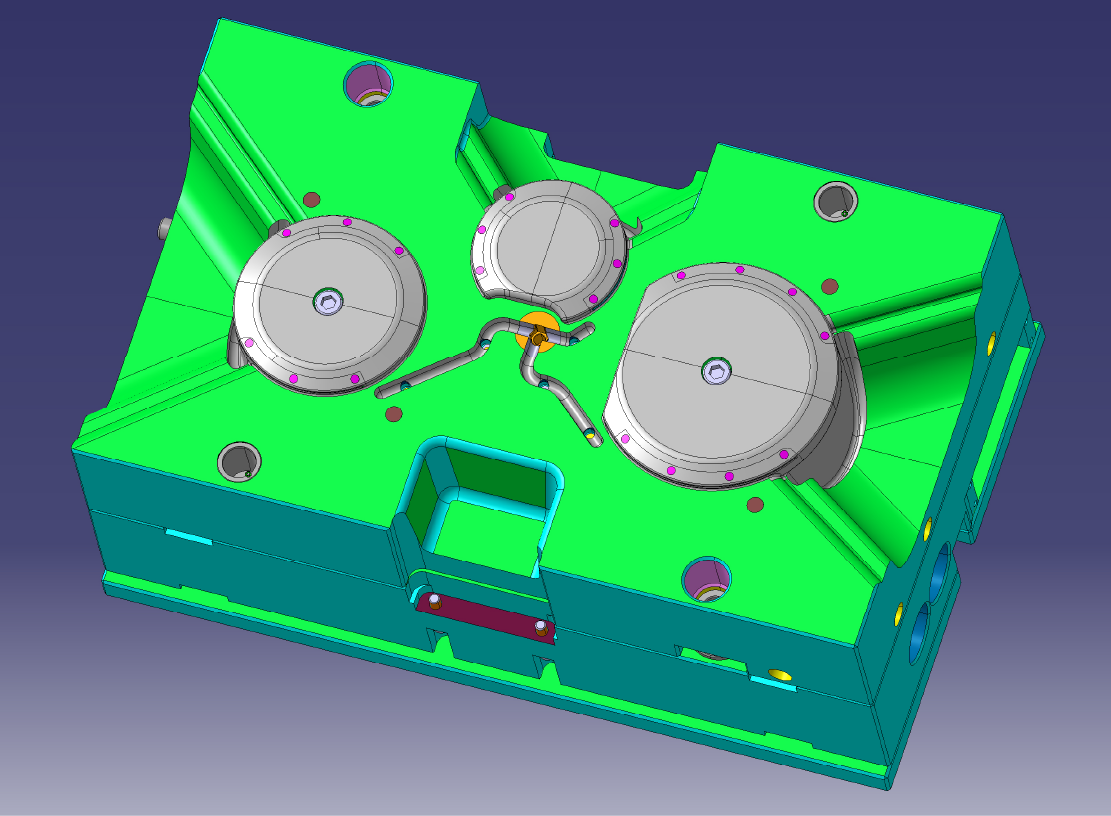
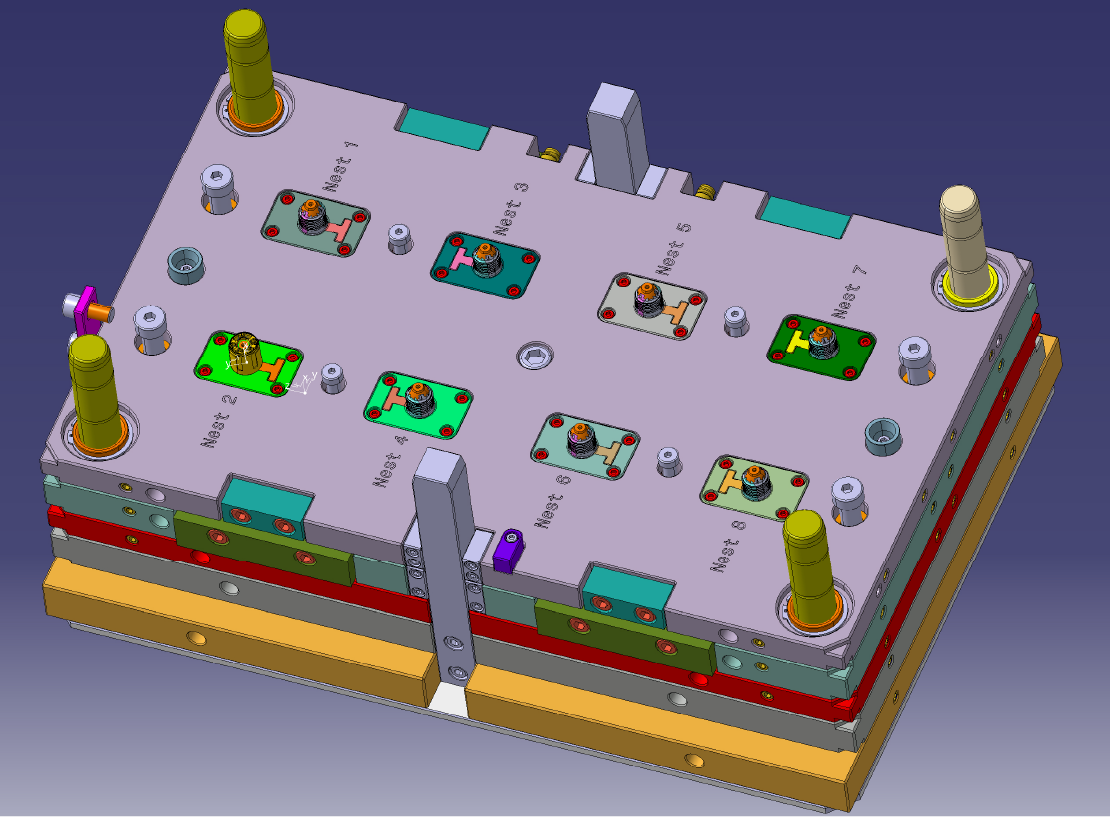
8-Cavity Injection Mold for Nuts with Internal Threads
The challenge here lies in the high requirements placed on the mold concept, demolding, temperature control and process reliability. Particularly demanding is the reproducible production of the internal threads combined with a high number of cavities and an economical cycle time.
In this mold, the internal threads with a diameter of 30 mm were demolded using collapsible cores. Direct connection was implemented through a hot runner system with valve gate nozzles.
Technical challenges in mold development:
• Design of an 8-cavity injection mold for threaded components
• Layout of molded parts with internal threads Ø 30 mm
• Demolding of the internal threads using collapsible cores
• Reliable coordination of the collapsible core movement with the mold sequence
• Direct connection via a hot runner system with valve gate nozzles
• Uniform filling of all eight cavities
• Design of the ejector system with stripper plate and rocker mechanism
• Component-friendly demolding of the thread contours
• Cooling of the cores via a bubbler tube system
• Ensuring stable temperature control despite the complex core geometry
This example shows the design implementation of a precisely coordinated multi-cavity mold with integrated thread demolding, hot runner connection, ejector technology and mold-compatible core cooling.
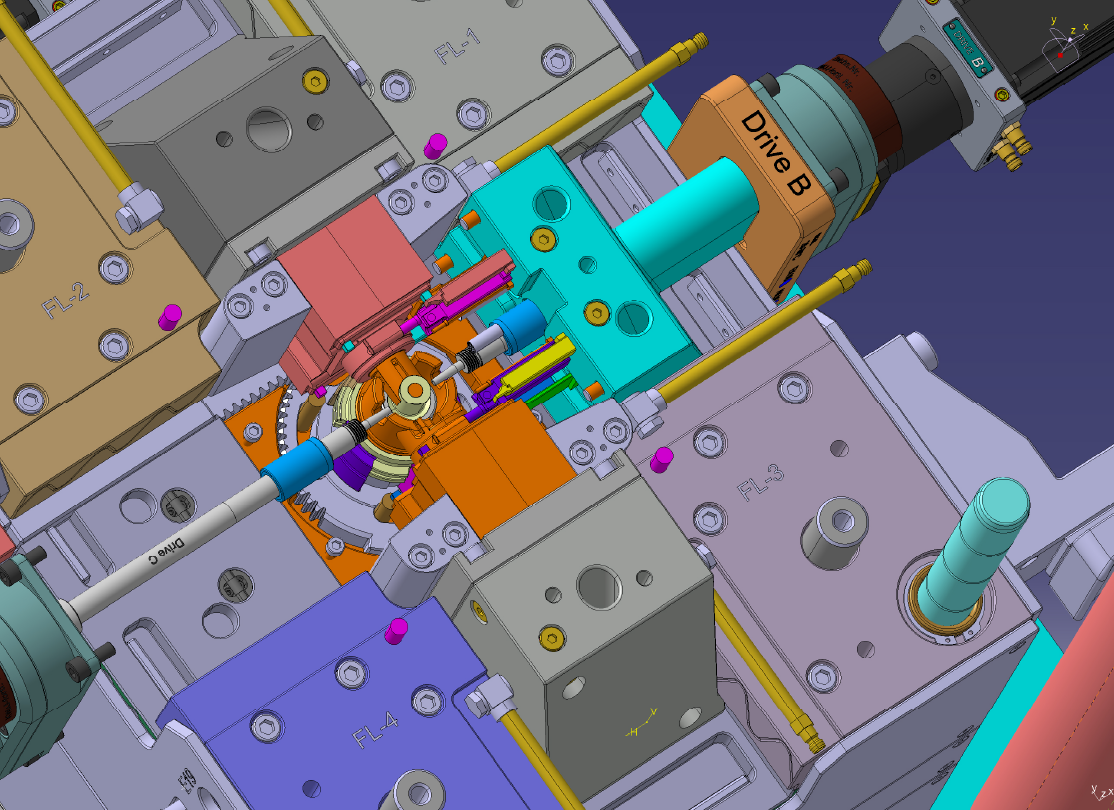
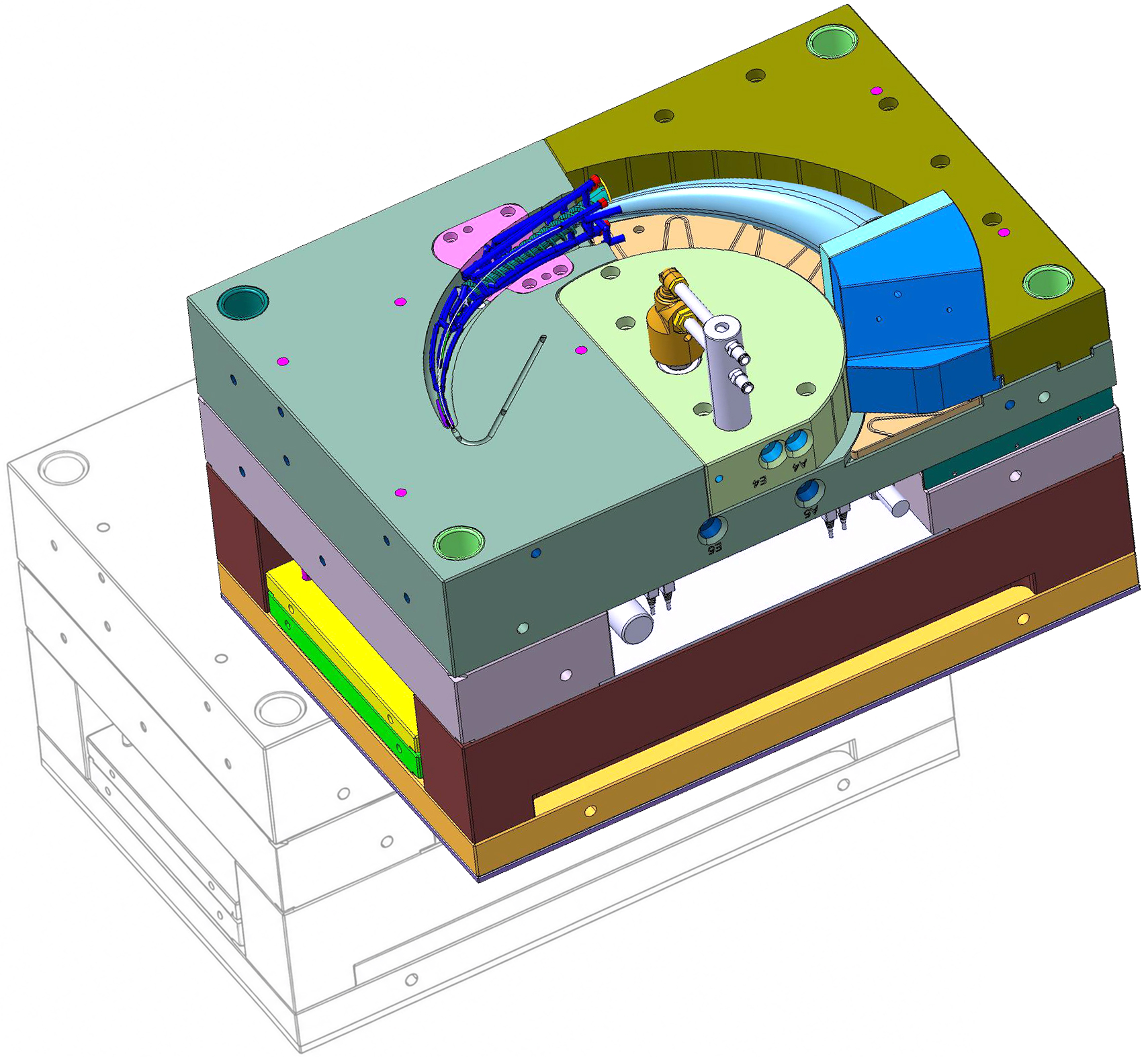
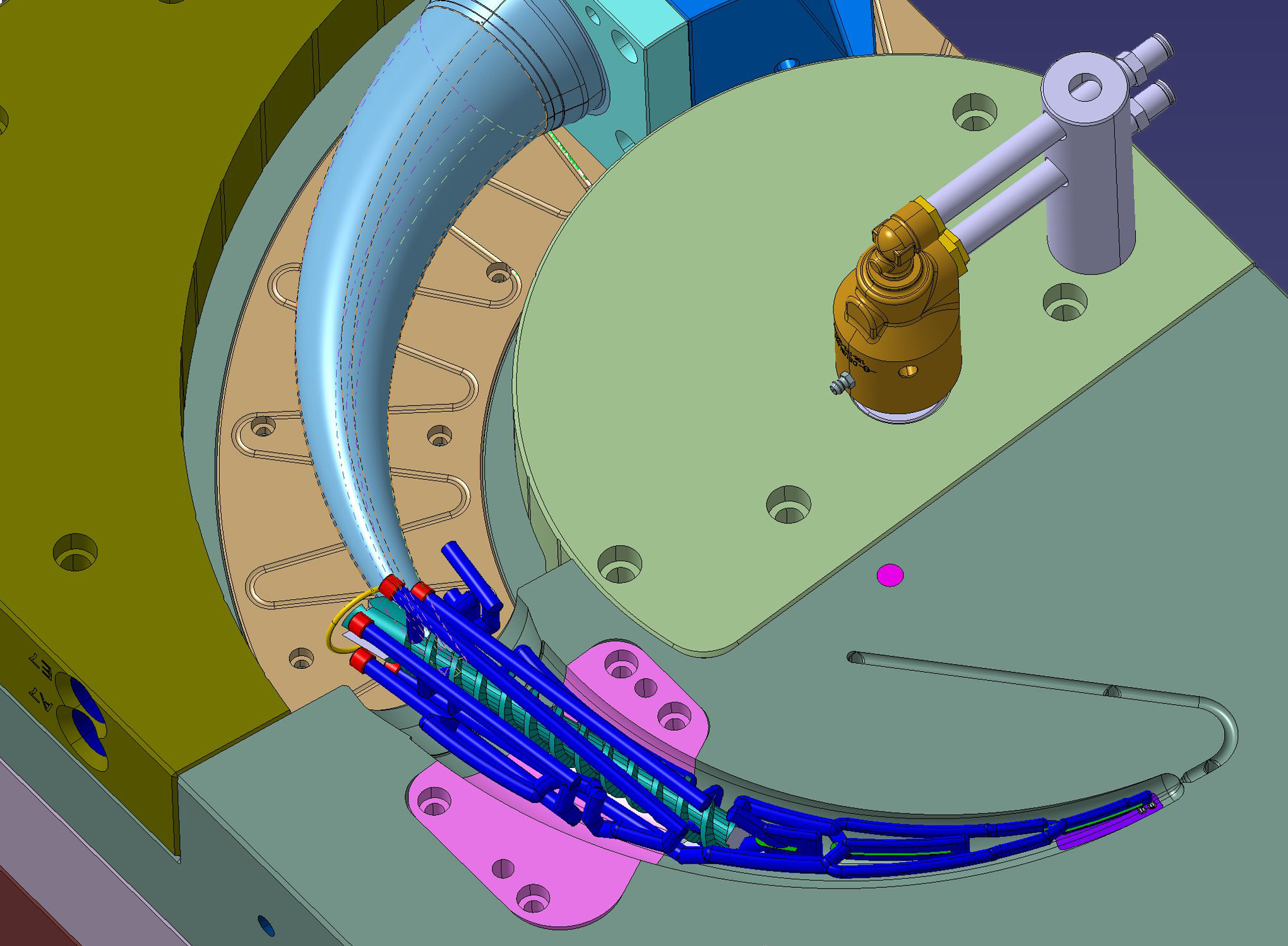
Housing with 5 threads and bayonet lock
Mold description
• Single-cavity injection mold for processing a high-performance plastic containing 60% glass fibre
• Mold temperature control via a regulated temperature control system
• Component geometry featuring 4 R1/4 internal threads, one M30x1.5 thread and a bayonet connection
• Unscrewing of the threads via lead screw, gearbox and electric motors
• Demolding of the bayonet contour via a rack and pinion and linear stroke cylinder
• Direct injection of the molded part via a hot runner nozzle
• Ejector system consisting of a sleeve and round ejectors
• Cooling of the cores via a riser system for optimum heat dissipation
• Slider movements are controlled via inclined pins
Injection Mold for a Housing with Internal Threads and Bayonet Lock
A particularly demanding aspect is the processing of a highly filled high-performance plastic with 60% glass fiber content. Therefore, mold temperature control, wear protection and reliable demolding must be optimally considered in the mold design.
In this single-cavity injection mold, four R1/4 internal threads, one additional M30x1.5 thread and a bayonet contour were implemented in the mold concept.
Technical challenges in mold development:
• Design of a single-cavity injection mold for a complex housing component
• Mold design for high mechanical and thermal loads
• Controlled mold temperature management for a stable injection molding process
• Unscrewing of four R1/4 internal threads
• Unscrewing of one additional M30x1.5 thread
• Implementation of thread demolding using lead screws, gears and electric motors
• Demolding of the bayonet contour using a rack and linear lifting cylinder
• Integration of slide movements via angled pins
• Direct gating of the molded part via a hot runner nozzle
• Design of the ejector system with sleeve and round ejectors
• Collision-free coordination of unscrewing, slides, bayonet demolding and ejection
This example shows the design implementation of a complex injection mold with several integrated motion mechanisms, precise thread demolding, bayonet demolding and mold-compatible temperature control.
Eticlip Injection Mold
The production of several molded parts with different weights is one of the challenges in this mold concept. The cold runner system had to be designed correctly, as the molded parts can be produced either together or individually.
The 1+1+1-cavity injection mold was equipped with a QCS quick clamping system and designed for processing a material made from renewable raw materials.
Technical challenges in mold development:
• Mold equipment with QCS quick clamping system
• Design for the use of material made from renewable raw materials
• Integration of rotatable bushings
• Design of the cold runner system for uniform filling of all cavities
• Ensuring a stable filling balance within the mold
• Robust mold design for process-reliable series production
This example shows the design implementation of a flexible multi-component mold with variable part production, a coordinated cold runner system and material-specific design for sustainable materials.